CORVINUS EGYETEM
Élelmiszer-tudományi kar
Élelmiszer-ipari műveletek és gépek tanszék
ÚJDONSÁGOK AZ
ÉLELMISZER-GÉPÉSZETBEN
Novelties in the food machinery
2008. 06. 27.
08. 14. 32 web o, 55 ábra
Összeállította: Berszán
Gábor
Bevezetés
Az élelmiszer-előállító ágazatok gépeire intenzív
gyártás-és gyártmány-fejlesztés jellemző. A
hozzáférhető nyomtatott irodalomban és a gyártók kínálatában található
géptípusok száma közötti különbség egyre nagyobb. A szakgéptan tárgyak
korlátozott óraterjedelme az alap-típusok ismertetésére sem ad megfelelő
terjedelemben lehetőséget.
Hazai és külföldi üzemekben, nemzetközi
szakvásárokon szerzett tapasztalatok, valamint a gyártók honlapjain, a közzétett
publikációkban található információk alapján készült ez a jegyzet. Az előadások
teljes anyagát nem tartalmazza, inkább emlékeztető, néhány jellemző irány és
álláspont kiemelése. A hallgató némi leleménnyel a példatárat a háló elérhető
végtelen kínálatából önállóan bővítheti. Az eredeti szövegeket a
hitelesítés és nyelvgyakorlás céljából tartottuk meg.
Tartalom
a tantárgyi programot
követi.
A tantárgy tananyagának leírása:
1. hét: Alapozó ismeretek. Műszaki fejlesztés, gépfejlesztés, logisztika, beruházás. Termelési kapacitás, kapacitásszámítás.
2. hét: Nyersanyag előkészítés, átvétel. Cukorrépa úsztatásos és száraz átvétele. Automatikus sertésminősítő berendezés.
3. hét: Mosógép,. gépsor. CIP-tisztító rendszer szerkezeti egységei. Idegen-anyag kiválasztó berendezések /detektorok/
4. hét: Mechanikus műveletek gépei A centrifugális erő a művelet-intenzifikálásban, aprító- és finomító-gépek. Forgó hengerek szerkezeti és kinematikai jellemzői
5. hét: A vákuum szerepe az élelmiszer-előállításban. Vákuumszivattyúk, központi vákuum-szolgáltató berendezés
6. hét: Koextrúziós töltőgépek. Töltött termék /pl. gombóc/ formázása diafragma és kettős menetes henger segítségével. Gyártmányfejlesztési lehetőségek
7. hét: Folyamatos üzemű gépsorok az állatitermék-gyártásban: alvadék, sajt, vaj, töltelékes készítmény gyártó gépek
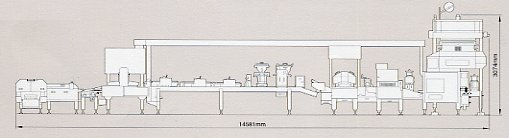
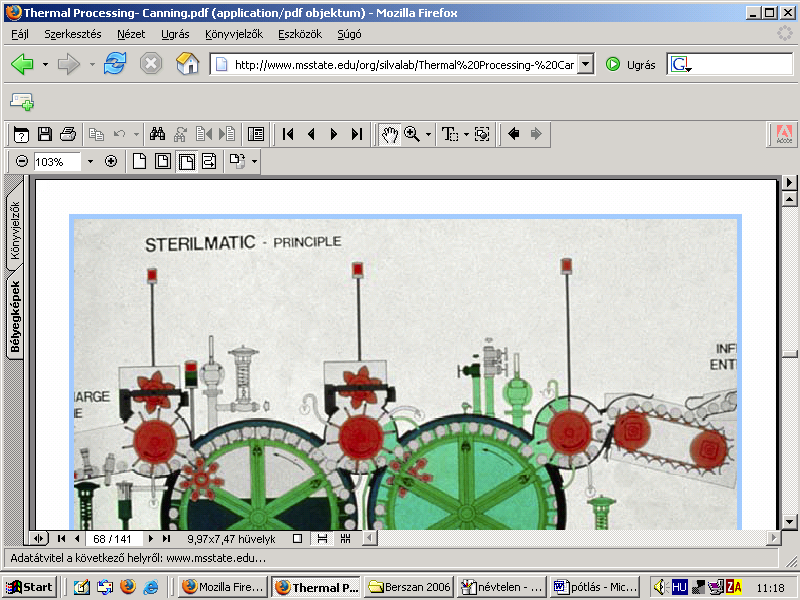
8. hét: Hő-és anyagátadás gépei folyamatos cukorfőző, -kristályosító, hőkezelő alagút, folyamatos konzerv-sterilező
9. hét: Függőleges és vízszintes anyagáramú cukor-diffuzőr. A répa- és a nádcukor gyártó gépek összehasonlítása
10. hét: A cigarettagyártás automatizálása. Robottechnika egyéb alkalmazási lehetőségei: csomagolás, árukezelés
11. hét: Fogyasztói, gyűjtő és szállítói csomagolás új gépei. Hulladékhasznosítás, környezetvédelem
12. hét: A logisztika berendezései. Beszerzési /hűtőkamion, állatszállító/ termelési /magas-pályák/, értékesítési /tárolási rendszerek/ logisztika
13. hét: Az üzem és fejlesztése I.
Az élelmiszer-előállító üzem jellemzői, követelmények
A létesítés folyamata
Tervtípusok: engedélyezési, technológiai, szakági, teljes kiviteli
Engedélyeztetési eljárások
14. hét Az üzem és fejlesztése II
Az ágazati sajátosságok hatása a tervezésre /egy szintes, több szintes/
Kivitelezés
Az üzem továbbfejlesztése, bővítése
Az üzem bezárása, felszámolása, az eszközök értékesítése
* * *
1. Alapfogalmak
FORD: A fejlődés
/progress/ nem egy kitűzött határvonal elérése, hanem
magatartás
készenlét
légkör /Márai 1949 Napló/
A fenntartható
fejlődés (sustainable development) olyan
fejlődési folyamat (földeké, városoké, üzleteké, társadalmaké stb.), ami
kielégíti a jelen igényeit anélkül, hogy csökkentené a jövendő generációk
képességét, hogy kielégítsék a saját igényeiket. Az egyik tényező a környezet elhasználódása.
Fejlettségi, korszerűségi
kritériumok:
Példák a gyártók honlapjairól
Productivité /termelékenység /
Un déroulement du cycle rapide
grâce à des circuits de refroidissement conçus spécialement
Des capteurs d'éjection des
pièces qui surveillent le transfert des préformes à la plaque de
système de tirage, réduisant ainsi le temps de cycle
Des composants standard de moule interchangeables ; pièces de rechange disponibles
sous 24 heures
Fiabilité
/megbízhatóság/
Une conception robuste pour une
longévité maximale
Cônes auxiliaires qui permettent
de réduire l'usure du moule en pré-alignant les moitiés du moule avant
l'intervention des cônes des cols de bouteille
La qualité des pièces /termékminőség/
Un poids réduit d'une empreinte
à l'autre et une variation de dimension limitée sont les résultats obtenus
par des moyens et process de fabrication parmi les meilleurs du marché
Des tuyaux d'eau distribués au fond du moule éliminent les risques de marques d'eau sur
les préformes
Sécurité, qualité, durabilité, tolérance aux fautes
biztonság, minőség, tartósság, hibatűrés
Ajánlott irodalom: B.G. Húsipari gépek III. Dinasztia 1991
195-205. oldalak Műszaki fejlesztés c. fejezet
Dr. Lakatos Dénes /egyetemi tanár/:
5.1. A műszaki fejlesztés a mezőgazdaságban
A műszaki fejlesztés alapja a tudományos-technikai forradalom. A műszaki fejlesztés tudományos megalapozásának feltételei a kutatásban teremtődnek meg, majd ezt követi a tudományos eredmények gyakorlati elterjesztése.
A kutatáson alapul a fejlesztés, melynek során gépfejlesztéskor - elkészül a prototípus, majd a nullszéria. Ennek tesztelése után megkezdődhet a sorozatgyártás, az új fejlesztés eredményeként létrejött termelőeszközök üzemi elterjesztése, alkalmazása.
A 90-es évtized társadalmi-gazdasági átalakulása visszavetette a hazai kutató-fejlesztő tevékenységet. Az iparvállalatok új, külföldi tulajdonosai többnyire felszámolták a magyar cégek fejlesztő részlegeit.
A K+F tevékenységet az adaptáció folyamatának kell kiegészítenie, hiszen a termelőeszközök rendkívül eltérő felhasználási paraméterekkel rendelkeznek, továbbá bekerülési és üzemeltetési költségeik is számottevően különböznek. Ezért rendszerbe állításuk és technológiába illesztésük során mérlegelni szükséges, hogy a termelés milyen szintjéhez kapcsolhatók, milyen nagyságrendű kibocsátáshoz és várható profittömeghez illeszkednek.
A kutatásfejlesztési ráfordítások 1990 és 1996 között folyóáron mintegy 35 %-kal növekedtek, reálértéken kifejezve azonban az 1990-es bázishoz képest több mint 40 %-kal csökkentek. Ezzel párhuzamosan mintegy kétharmadára csökkent a kutatás-fejlesztéssel foglalkozó személyi állomány, és felére-egyharmadára esett vissza a kutatásokat támogató segédszemélyzet létszáma.
A kutatás-fejlesztési ráfordítások regionális megoszlására a Budapest központúság jellemző.Az egy lakosra jutó kutatási-fejlesztési ráfordítások tekintetében a különböző országok között igen számottevő eltérés mutatkozik. Ennek értéke az Egyesült Államok esetében mintegy 650 dollár, Svédország és Japán mintegy 580-590 dollárt költött kutatásfejlesztésre egy lakosra vonatkozóan, addig Magyarországon ez az érték alig haladta meg a 30 dollárt fejenként. Az Európai Unió országai közül a kutatás-fejlesztés ráfordításai a bruttó nemzeti termék százalékában kifejezve 1995-ben legkedvezőbben Svédországban alakultak, ahol 2,9%, legkedvezőtlenebbül Portugáliában, ahol 0,6 % jutott erre a célra. A Közép-Kelet-Európai térség országai ebben a vonatkozásban is igen hátrányos helyzetbe kerültek, s különösen Magyarország, ahol mindössze 0,7 % ez az érték.
A kutatás, fejlesztés és az adaptáció az agrár innovációs folyamat összetevői. Az alapkutatás és alkalmazott kutatások nyomán új eljárások, illetve új fajták kerülnek kifejlesztésre, amelyek a műszaki fejlesztésben integrálódnak. A műszaki fejlesztés ugyancsak magába foglalja a felhasznált anyagokat, tapasztalatokat és információkat, összességében a tudást, az ismereteket, valamint az eszközöket, a piackutatás és piacelemzés tapasztalatait összegezve a piaci igényeket és lehetőségeket. Ezen alapul és erre építkezik a termelés, a feldolgozás és a forgalmazás vertikális rendszere.
A műszaki fejlesztés két fő irányzata a gyártmány- illetve a gyártásfejlesztés. A mezőgazdaságra elsősorban a gyártásfejlesztés, tehát a termék előállítás technológiai rendszerének, illetve a rendszer elemeinek a fejlesztése jellemző. A mezőgazdaság - lévén, hogy alapanyagok, nyersanyagok előállításával foglalkozik - a gyártmányfejlesztésben viszonylag csekély előrehaladást ér el, termékei többnyire tradicionálisak, termelésük és felhasználásuk a távoli történelmi múltba nyúlik vissza. /A gyártmányfejlesztés az élelmiszer-feldolgozó ágazatokra jellemző, ezen belül is elsősorban a tej-, hús, édes, tartósító ágazatokra./
A műszaki fejlesztés tényezőit a technikai, biológiai, humán, összefoglalóan a technológiai tényezők körébe soroljuk.
A műszaki fejlesztés gazdasági célrendszere meglehetősen összetett. Napjainkban az elsődleges törekvés az elért profit tömegének és színvonalának növelése. Az ehhez kapcsolódó járulékos célkitűzések között szerepel a munka termelékenységének fokozása, a munkafeltételek javítása, az önköltség csökkentése, a hozamok, illetve a termelési érték növelése, a minőség javítása, továbbá a választék bővítése.
A műszaki fejlesztés fogalmának, célrendszerének, a korszerűség tartalmi meghatározásának kérdése Magyarországon a szakmai viták homlokterében áll. Ebben a tekintetben Dimény Imre akadémikus munkássága érdemel kiemelést, aki a korszerűség és a világszínvonal fogalmának értelmezése során tanulmányaiban részletesen kifejtette, hogy ezek a fogalmak nem jellemezhetők az alkalmazott technikával, vagy technológiai színvonallal, mivel csakis az tekinthető korszerűbbnek, ami gazdasági értelemben hatékonyabb. Így tehát értelmezése szerint a műszaki fejlettség gazdasági kategória.
Dimény /2002/: a műszaki fejlesztés a gazdasági mutatókat a termelés eszközeinek és eljárásainak tökéletesítése útján előnyösen befolyásoló tevékenység. Pillérei:
biológia /alapkutatás/
kémia / gyárt.fejl./
technika /gép/
emberi
Buday-Sántha Attila (2002) a korszerűség fogalmi meghatározása során hangsúlyozza a piaci, humán- és állategészségügyi, higiéniai, környezet- és természetvédelmi, állatvédelmi követelményeket, s a technológia folyamat egészére kiterjedő ellenőrzés fontosságát is.
Husti István (1996) ugyancsak hangsúlyozza a mezőgazdaság műszaki fejlesztésének összetett jellegét. Olyan folyamatos, komplett és következetes innovációs tevékenységi rendszerként határozza meg, melynek elemei mennyiségi és minőségi változásokat okozva kihatnak a mezőgazdálkodás alapelemeire (a termőföldre, munkaerőre, termelési információkra és eszközökre) s e hatások eredményeként a termelési célokat korszerűbb módon, gazdaságilag hatékonyabban tudjuk megvalósítani. A gyakorlati gazdálkodásban a műszaki fejlesztés eredményei leginkább a technológiákban ismerhetők fel: a biológiai, kémiai, technikai és humán tényezők harmonikus illeszkedése elsődlegesen azokban nyilvánul meg.
Az innováció kreatív ötletből születő folyamatot jelöl, amely a későbbiekben megvalósítja az ötletet.
A szakmai fejlesztés megjelölésére ma már széles
körben használatos innováció kifejezést 1910-ben a német Schumpeter írta le egyik
cikkében a gazdasági
fejlődéssel összefüggésben. Később átkerült más tudományterületekre, így a
pedagógia
szakterületére is, ahol a gyakorlatban megvalósult pedagógiai újítások
létrehozásának, elterjesztésének gyakorlatára utal már hosszú évek óta. A kreativitástól
annyiban különbözik, hogy olyan folyamatot jelöl, amelynek egyik első állomása
maga a kreativitás, vagyis az alkotóerő, új ötlet, elképzelés, koncepció, amely alapja minden fejlesztésnek.
Legtöbben idézik az OECD Frascati Kézikönyve szerinti meghatározást:
A technológiai innováció:
minden olyan tudományos, műszaki, szervezeti, pénzügyi és kereskedelmi jellegű
tevékenység, beleértve az új ismeretanyagba történő befektetéseket is, amely
ténylegesen, vagy szándék szerint műszakilag új vagy továbbfejlesztett
termékek, eljárások és szolgáltatások megvalósításához vezet.
Hol lehet
megismerni az újdonságokat?
Egyik lehetőség a nemzetközi vásárok látogatása. A
vásári katalógus tartalmazza az összes kiállítót. Annak alapján elérhetők a
kiállítók honlapjai.
Az IFFA-t háromévenként rendezik, a legutóbbi:
IFFA Frankfurt
May 05-10, 2007 - Frankfurt, Germany
IFFA, the trade show for the global meat industry, is also the meeting place
for butchers and meat cutters worldwide, as it offers them a comprehensive
overview of the latest technology, new marketing and sales strategies, and even
makes it possible to share and exchange expertise with colleagues from around
the globe.
Seit über 50 Jahren ist die IFFA
die bedeutendste Leitmesse ihrer Art für fleischwirtschaftliche
Investitionsgüter. Weltweit. Alle drei Jahre beweist sie aufs neue ihre Führung
in der Branche. Aufgrund ihrer einzigartigen Angebotstiefe und -breite aller
Produkt- und Branchenbereiche und wegen des hohen Internationalitätsgrades auf
Aussteller- und Besucherseite.
Im Jahr 2007 kamen 61.478 Besucher, um sich auf der IFFA über die neuesten
Trends und Produkte zu informieren, Meinungen auszutauschen oder
Geschäftsbeziehungen zu pflegen.
IPA /kétévente és a következő:/ 2008 se tiendra du 17 au 20 novembre à Paris Nord Villepinte.
Fort du succès de l'édition 2006, IPA 2008 s'inscrit dans la continuité pour permettre à ses exposants de valoriser leur image et de faire connaitre leurs produits et services auprès d'un visitorat National et International toujours plus qualifié et à la recherche d'une offre exhaustive.
Avec une offre présentée sur deux zones IPA Matic et IPA Multifilière, nous vous offrons la possibilité d'optimiser votre participation afin de toucher au mieux votre clientèle.
A l'intersection de l'offre et de la demande, IPA 2008 sera un lieu d'échange et de convivialité. Ses animations mettront l'accent sur les grandes tendances en R&D pour les IAA. L'Évènement Food regroupant IPA et le salon International de l'EMBALLAGE vous permettra également de toucher un public plus large et de vous positionner comme un acteur incontournable de cette industrie.
N'attendez plus, réservez dès maintenant votre stand et bénéficiez d'une remise de 20 HT / m² nu pour toute inscription avant le 07 décembre.
Az Észak-Párizsi kiállítási terület elrendezése: /A De Gaulle repülőtérről az RER helyiérdekűvel percek alatt elérhető/

1. ábra. IPA párizsi gépkiállítás elrendezési rajza
A gyártók
honlapjáról néhány példa:
Die neue Generation von Multivac-
Tiefziehmaschinen
ist komplett!
Machines
|
Every machine Urschel manufactures is an original Urschel design that is simple to use,
reduces waste, increases production, provides precision, and improves end
product in some outstanding way. Urschel machinery is known for longstanding
reliability, providing clean, gentle cutting with easy cleanup, and proven
moneysaving efficiency. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
2.
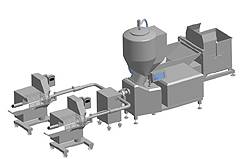
ábra METALQUIMIA sonka
töltő gépsor
A közgazdaságtanban a
beruházás fogalma alatt termelőeszköz előállítását vagy vásárlását (néha magát az
előállított vagy vásárolt termelőeszközt is) értjük. A beruházás lényege tehát,
hogy a gazdaság
egy szereplője többnyire, de nem minden esetben egy üzleti vállalkozás
olyan javakhoz
jut, amelyek más javak termelését segítik elő. Ezért a beruházás
egy adott időszakra vizsgálva nem más, mint egy vállalkozás tőkeállományának
(vagyis a termelőeszközök állományának) növekedése.
Tágabb értelemben beruházásnak tekinthető a szellemi tőke előállítása, tehát az oktatási tevékenység is.
|
Termelési
kapacitás fogalma |
|
|
|
/Bővebben B. G. : Műszaki fejlesztési
ismeretek, vagy: Húsipari gépek III. 1981. középfokú tankönyv/ |
2. Nyersanyag
előkészítés, átvétel
Köztudott, hogy a termék minősége a nyersanyag
előállítása, átvétele alkalmával dől el. Ezt a minőséget a feldolgozás során
csak rontani, optimális esetben megőrizni lehet.
Egy növény i- cukor - és egy állati sertés - példát emelünk ki.
A cukorgyártásban átvételkor a minőség
megőrzésén túl - figyelemmel kell lenni a kampány-jellegre, aminek jelentős
tárolási következményei vannak.
A vízigényes, úsztatásos
/nedves/ eljárás megtalálható a nyomtatott szakirodalomban és az A-tárgy tananyagát képezi. Nemcsak nagy mennyiségű vizet
igényel, hanem az úsztató-csatornák elrendezése folytán alapterülete is
jelentős. Előny viszont a répa alapos előtisztítása, a vízben ugyanis nemcsak
úszik, hanem tisztul is az alapanyag.
.


3. ábra Répaszállító
szalag
4. ábra A répa Ť száraz Ť tárolása
A száraz átvétel
eszköze a szállítószalag. Tárolásra nem az úszatócsatorna, hanem tároló-terek
szolgálnak. Szalag alkalmazásakor nagyobb mértékű a karbantartás-igény, több a
cserélésre szoruló alkatrész/ görgő, csapágyak, hajtóművek/. Az ivóvíz
értékének folyamatos növekedése egyértelművé teszi a döntést a kétféle eljáráés
között.
Sertés automatikus minősítése a
vágóvonalon, 1250 db félsertés óránként. /Ez 625db/h sertés, a legnagyobb hazai
vágóvonal 100-200 db/h/
Ismertetése a Meat Science alább jelzett számában található meg.
Meat Science
Volume 52,
Issue 3, July 1999, Pages 307-314
Determination of lean
meat in pig carcasses with the Autofom classification system
Danish Meat Research Institute, Maglegaardsvej 2, DK-4000 Roskilde, Denmark
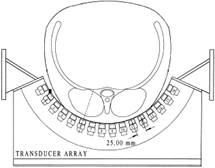
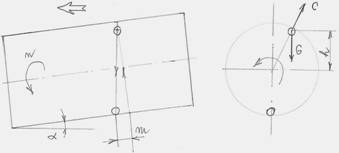
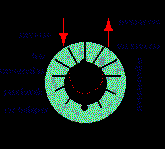
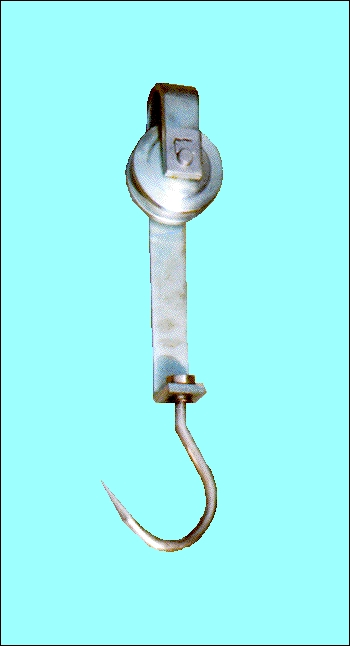
Fig. 5. U-shaped frame with transducers.
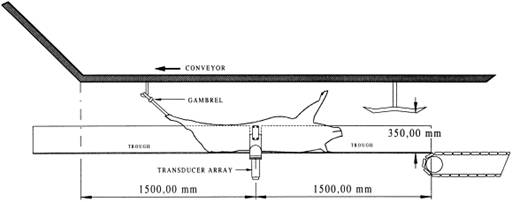
Fig. 6. Outline of the measurement system at the abattoir.
A fully automatic classification equipment called Autofom for use at pig abattoirs has been developed and tested. It measures fat- and meat depth in carcasses by use of ultrasound. Measurement with Autofom is very fast measuring up to 1250 carcasses per hour.
On a normal carcass this means that for each transducer there are about 200 measuring positions. The result is that for the whole carcass there will be about 16×200=3200 measuring positions. On the basis of these measurements it is possible to construct a three-dimensional image of the body.
I total, 127 measurements have been extracted per carcass.
Az 5. ábra szerint illesztik a testhez az ultrahangos érzékelőket. Ezek számítógéppel vannak kapcsolatban. Az érzékelés alapján minőségi tényezőket /hústartalom/ állapítanak meg. Az első generációs berendezésben szúró-szondához illeszkedő fotoelektromos érzékelőt használtak. A szúrószonda a test roncsolásával jár, ami ultrahang alkalmazásakor elmarad.
A 6. ábra a féltestek /carcasses/ konvejorral vonszolását szemlélteti.
3.
Mosógépek
A mosás, a termék, eszközök tisztítása alapvető higiéniai követelmény.
A mosás : tisztítás
vizzel, azzal az anyaggal, melynek mennyisége
korlátozott, fogy, az igény pedig óriási méretekben növekszik. A pazarló
felhasználás nagyon lassan kezd jó irányba változni.
- a fejlesztés
elsődleges célja a víztakarékosság ;
- a mosás többnyire mechanikus tisztítással
párosul, ennek hagyományos eszköze a kefe. Higiéniai kifogás is érheti,
amellett, hogy Ť kopó alkatrész ť. A kefét pl. Forgó henger
helyettesítheti ;
- a több művelettel végtett tisztítás
kombinált gépet, vagy gápsort igényel. A kombinált gép nagy méretű és
meghibáésodáskor az egész gépleáll.A gépsor több kis egységből áll, egy hibája
még legfeljebb kisebb hatásfokkal lehetővé teszi a további üzemelést.
A továbbiakban a felasorolt fejlesztési irányokra mutatunk be példákat.
A víztakarékosságra példa a répa
száraz átvétele. Általános megoldás az elfolyó víz visszaforgatása, ami szűrőt
igényel. Ekkor a megtakított víz és a szűrő költsége állítható szembe
egymással.

7. ábra Forgó hengeres burgonyamosó
-gépben a
kedvezőtlen keféket / lásd nyomtatott irodalom/ a forgó henger mechanikus
hatása helyettesíti: az anyag ütése, ütközése.

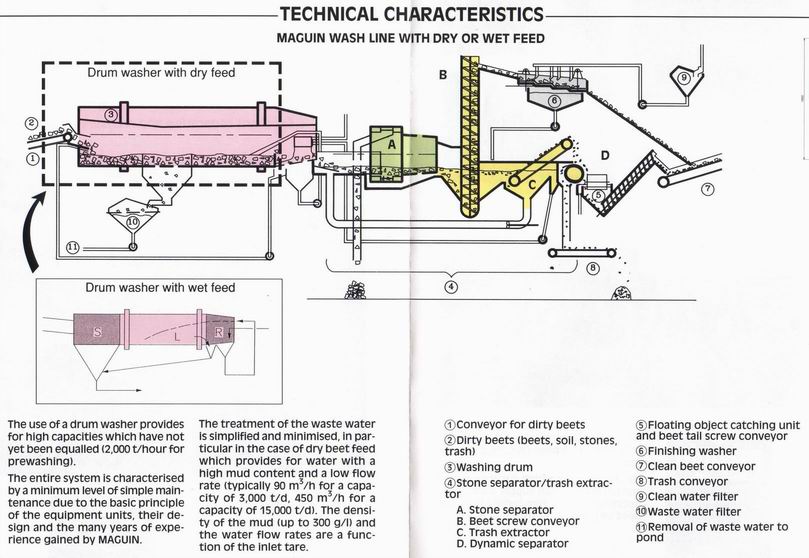
8. ábra. A répa tisztítása kombinált hengerben és gépsor alkalmazásával.
A gépsornak is része a henger, de lényegesenkisebb méretben.
Eddigi példáink a termék-mosás köréből valók. Eszközmosásra a szekrény és a mosóalagút számos változata található a kínálatban. Vegyszeres fertőtlenítés helyett alternatíva a gőz. Zárt berendezésre a CIP-rendszer alkalmazható. A hatékony tisztítást valósítja meg a
- szórófej kialakítása ;
-
száma, elrendezése ;
-
mozgatása.
Az idegen
anyag érzékelése, kiválasztása tágabb értelemben tekinthető tisztításnak.
Metal
detectors for food processing
szövegre elsőnek jelenik meg a
hálón az oklahomai egyetem összefoglaló publikációja.,
Tartalma: az érzékelés célja; a detektorok
típusai; milyen anyagok érzékelhetők? Az
anyag és az érzékelés összefüggése /pl. érzékelés elektromos vezetőképesség
alapján/? Az idegen anyag kiválasztásának módjai; beszerzés és üzembe helyezés.
Az S+S gyártó honlapjáról:
Hívószöveg:
Food Processing Technology - S+S
Separation and Sorting Technology ...

9. ábra.
RAPID 5000 and 6000 metal separators
are most effective at removing metal particles in free-fall applications.
Ömlesztett anyag csőben

10. ábra.
VARICON
and UNICON metal detection systems are used for the examination of raw
materials, such as meat. Szilárd anyag, csomagolt termék
szalagon. Az érzékelő szerkezet a csövet, illetve a szalagot veszi körül.
4. Mechanikus műveletek gépei
A centrifugális
erő hatását nemcsak a centrifugákban, hanem pl.
az aprítógépek szerkezetében is kihasználják. A 4000/min késfordulattal
jellemezhető kutter
centrifuális aprítónak tekinthető. A kutter
egyébként jó példa arra, hogy egy rossz hatásfokú gép miképpen képes piacon
maradni, sőt egyre szélesebb körben alkalmazást nyerni gyártányfejlesztés révén. A sokrétű alkalmazás, kiegészítő szerkezetek géphez-csatolása
ellensúlyozza a rossz hatásfokot és a szakaszos működést.
A hagyományos csokoládéfinomítót /kons/ gyors fordulatú keverő, a
turbókons váltja fel. Ebben kiváló finomító hatású henger ugyan nincsen, a
lapát-elrendezés és a nagy fordulatszám pótolja a hengerek hatását.
/Továbbiak : Szakgéptan I. jegyzet/
A
hagyományos répaszeletelő gépek gravitációs és
centrifugális változatát alkalmazzák. A centrifugális répaszeletelő működési
elvét alkalmazza a COMITROL univerzális aprítógép. A
vágószerkezet álló késrács. Alatta korong forog, a korongra adagolják az
aprítandó anyagot. A centrifugális erő hatására az anyag áthalad a késrácson és
a rácsméretnek megfelelő aprítás következik be. A nagy fordulat nagy energiát
igényel. A gép motorja csaknem akkora, mint maga az aprítógép.
11.ábra. Centrifugális
aprítógép 12. ábra Aprítófej

ComitrolŽ Processor Model 1700
Accomodates All Three Reduction Heads for Maximum Versatility
-
Recommended for free-flowing dry and semi-dry applications.
-
Maximum input product, in general, should not exceed 2.5" (63.5 mm) for 3" cutting heads; 3/8" (9.5 mm) to a slurry for microcut heads (depending on specific microcut head and impeller used); and 1/4 to 1/2" (6.4 to 12.7 mm) in any dimension (depending on impeller) for slicing heads.
-
Available 15, 30, or 40 HP (11.2, 22.4, or 30 kW) motor.
-
Sealed enclosure deters escape of dust, vapor, and liquid when the Model 1700 is used in conjunction with a collection system.
-
Features continuous operation for uninterrupted production and simplified design to ease cleaning and maintenance.
With over 40 different models of size reduction
equipment, Urschel offers high capacity slicers, dicers, shredders, ComitrolŽ
Processor milling equipment, and other cutting machinery.
A gépfejlesztésben jellemző a
gyártók szakosodása /jelen esetben aprítógép/ és a gyártott géptípuson belül a
nagy választék /40 model/
A
forgó
hengerben - mely rendkívül széles körben
nyer alkalmazást az élelmiszer-gyártásban -
is a centrifugális erő hatása érvényesül /13. ábra/. A mosógépeknél
említettük, hogy ez a hatás a hagyományos kefét helyettesíti.
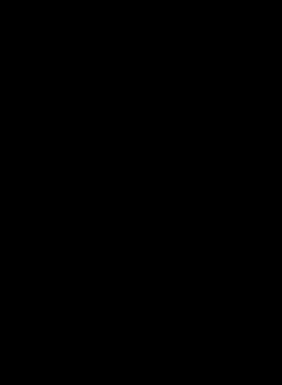
.13.ábra Erőhatások és mozgásviszonyok forgó hengerben
A
forgó henger nemcsak az anyag befogadására alkalmas /mint pl. a kamra, üst/,
hanem kinematikai viszonyai következtében jelentős előnyöket nyújt: a
dőlés-szög következtében megvalósul az anyag tengely-irányú mozgása; a hő-és
anyagátadás a dobban mozgó anyag teljes felületén valósul meg / elmarad a tálca
vagy a szalag árnyékoló hatása/. A továbbiakat
kinematikai viszonyok lásd az Élip.
Géptan jegyzetben.
5. A vákuum alkalmazása
Vákuum
Az atmoszféránál kisebb nyomás. A mértéke a nyomás higanymilliméterben, vagy
újabban az SI-ben pascal-ban kifejezve. A higanymilliméter annak a higanyoszlopnak
a magassága, amely a nyomással egyensúlyt tart.
1 higanymilliméter =1 Hgmm=1 torr= =13,59 kp/m2
1 pascal =l N/m2 =7,5X 10-3 torr.
Nyomás-értékek
/Wikipédia/
Atmoszférikus nyomás 760 Torr 101 kPa
Elővákuum 760 25 Torr 100 3 kPa
Középvákuum 25 1ˇ10−3 Torr 3 kPa 100 mPa
Nagyvákuum 1ˇ10−3 1ˇ10−9 Torr 100 mPa 1 ľPa
Ultra nagy vákuum 1ˇ10−9 1ˇ10−12 Torr 100 nPa 100 pPa
Extrém nagy vákuum <1ˇ10−12 Torr <100 pPa
Világűr 1ˇ10−6 <3ˇ10−17 Torr 100 ľPa < 3 fPa
Tökéletes vákuum 0 Torr 0 Pa
Vákuumszivattyúk. A vákuum alkalmazási köre.
Igen sok élelmiszer-ipari és
vegyipari művelethez használnak vákuumot. A desztillálás, bepárlás,
kristályosítás, szárítás, szűrés műveleténél nélkülözhetetlen. Az
élelmiszer-iparban: csomagolás, aprítás /vákuum-kutter/, töltés. Ha a levegőnek
vagy valamely gáznak nem a szállítása a cél, hanem az, hogy egy térben
légritkítást hozzunk létre, akkor vákuumszivattyúkat alkalmazunk. Ezek a
berendezések működési elvükben és szerkezetileg nem különböznek lényegesen a
többi gázszállító berendezéstől, csak a rendeltetési céljuk más.
|
A vákuumszivattyúk ( vagy légszivattyúk) valamely készüléktérben a
légnyomás csökkentésére, légritkításra szolgálnak, zárt edényből szívják ki a
gázt, és ott nyomáscsökkenést okoznak (evakuálás), a beszívott gázt pedig a
légkörinél valamivel nagyobb nyomásúra komprimálják, és úgy fújják ki a
légkörbe. |
A vegyipari vákuum berendezések zöme 101 300 Pa és 1 Pa abszolút nyomás közötti
tartományban működik. Ez a "durva vákuum" fokozatnak felel meg.
A vákuum széles körű alkalmazása
következtében nem az egyedi /minden vákuumot használó géphez vákuumszivattyú
csatlakozik/, hanem a központi vákuum-szolgáltató
rendszer a célszerű. Ekkor a vákuum-vezeték úgy hálózza be az üzemet, mint
a víz, elektromos, gőz vagy gáz-vezeték. A gőz esetében kazán, vákuumnál nagy
teljesítményű vákuumszivattyú és vákuumtartályok, csővezetékek, szerelvények
alkotják a rendszert.
Vákuumrendszer
A vákuumot előállító szivattyúkból /elővákuum, nagyvákuum/, a vákuumot mérő
nyomásmérőkből a vákuum tisztaságát biztosító csapdákból, olajfogókból,
kifagyasztókból, a leszivattyúzandó térből, ill. terekből, tartályokból, az
összekötő vezetékekből és az elzáró-szabályozó csapokból. szelepekből stb.
összeépített rendszer.
Vákuumszivattyúk
csoportosítása:
Térfogat-kiszorítás Típus (szerkezet)
|
|
Áramlástani elv Turbó vákuumszivattyú
Injektor elv Víz-
és gőzsugár vákuumszivattyú

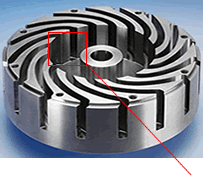
14.
ábra Vízgyűrűs vákuumszivattyú elve és a gép képe
A vákuumszivattyúk teljesítmény határai: 25 - 6000 m3/h légszállítás, 33 - 4500 mbar nyomás

15. ábra Northley száraz üzemű vákuumszivattyú
cukorka
gyakorlatilag kiszorul a fogyasztói körből.
A RHEON
gépekből és a termékválaasztékból adunk ízelítőt.





16. ábra
Példák a koextruziós-termék választékból
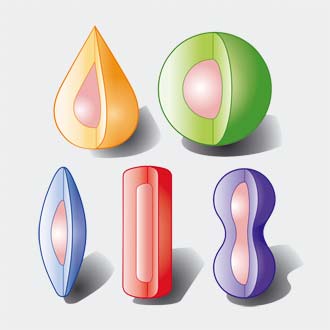
17. ábra. Termék-forma
változatok
Néhány
részlet a gépkínálatból:
18. ábra.
Több töltőfejes gép elhordó szalaggal



19. ábra. Hat-és háromfejes
gombóc-formázó

20. ábra. RHEON VM-típusú kombinált
koextrúziós töltőgép
Forming Process (Dough FlowVM System Forming
Process (Dough Flow))
M System Forming
Process (Dough Flow)
21. ábra. A
kombinált géppel végezhető műveletek
Formázás
Szétválasztás
Töltés Supplying





VM System orming
Process (Doughw)
VM System Forming
Process (Dough Flow)System Forming Process (Dough Flow)
22. ábra. V 4
típusú gépsor a formázáson kívül a kapcsolódó-kiegészítő műveleteket is
elvégzi.
- több
művelet összekapcsolása : alapanyag előkészítése, formázás, adagolás, csomagolás ;
- többféle termék előállítására a gépsor
korlátozottan alkalmas.
A
továbbiakban néhány példát mutatunk be a gépsorokra.

23. ábra Kenyértészta osztó, gömbölyítő,
kelesztő
gépsor. A gépek között mechanikus a
kapcsolat. Az ábra a gépsor képét mutatja.
A gépsor,
gyártási folyamat kapcsolási vázlat, folyamatábra segítségével is
szemléltethető.
A kávé-kivonat
/extraktum/ előállítását a 24., a tejpor-gyártást pedig a 25. ábra szemlélteti.
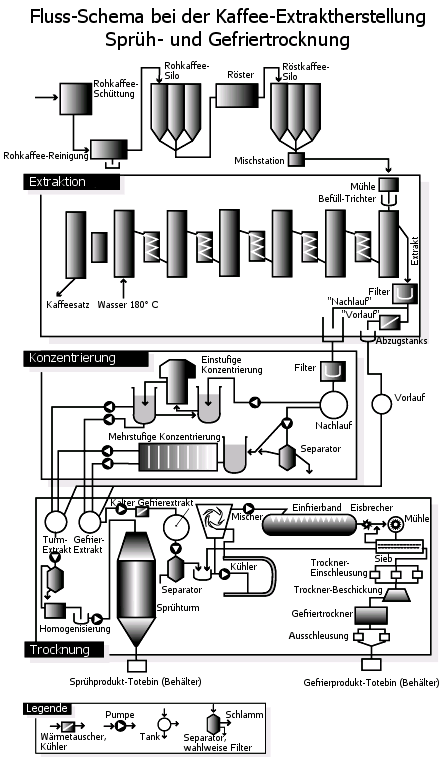
24. ábra kávé-kivonat
/extraktum/ előállításának folyamatábrája.
Alulról
felfelé : a jelképek jelentése ;
szárítás ; többfokozatú
koncentrálás ; extrakció ; silók
25.
ábra . Fölözött tej porításának folyamatábrája.


Mozgások /és
szerkezetek/ az autoklávban:
- Az első generációs berendezés álló tartály /tartályok/ ;
- ezt követte a fekvő autokláv egyszerűbb anyagmozgatással ;
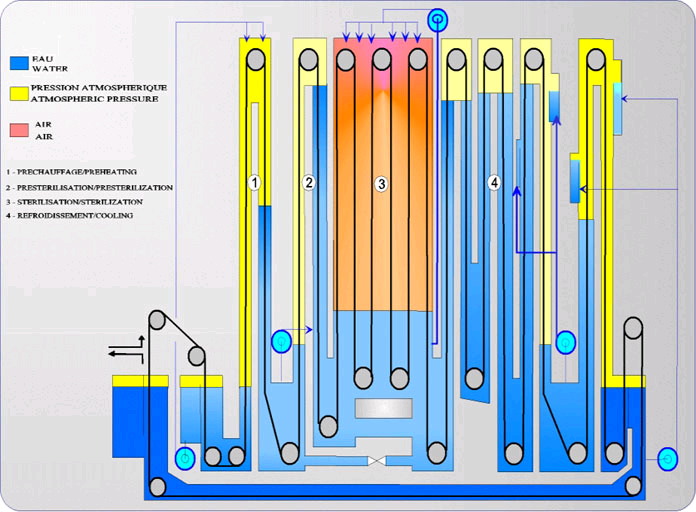
28.ábra.
Hidrosztatikus sterilező
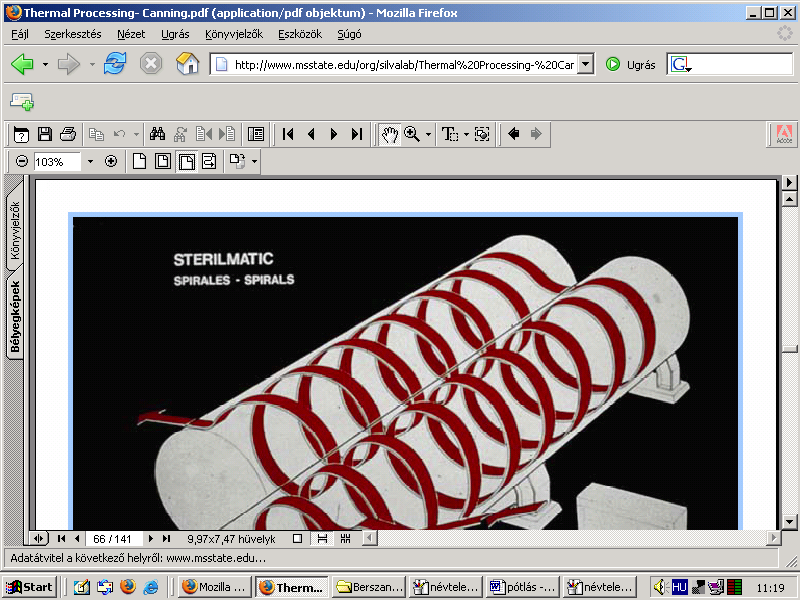
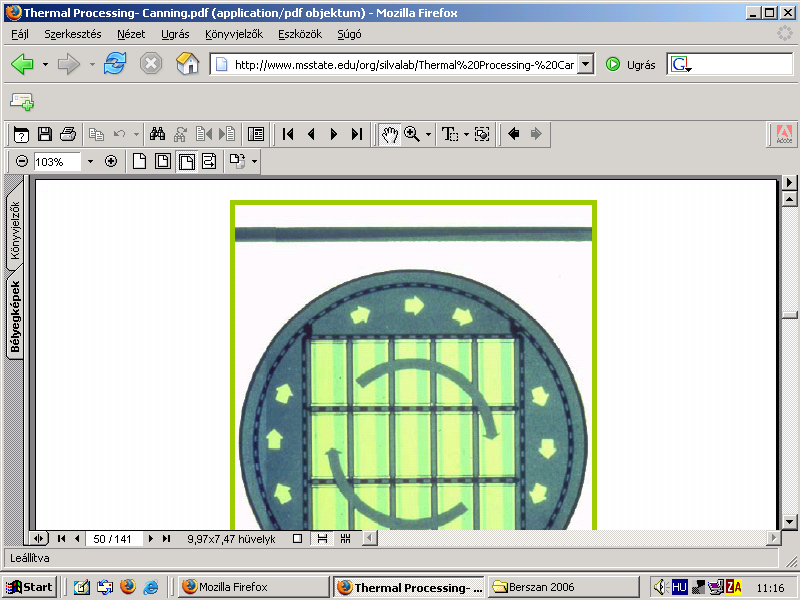
29. ábra. A doboz
mozgása a folyamatos működésű autoklávban.
31. ábra. Forgó kosaras autokláv.
A berendezés
tervezésekor a következőket kell figyelembe venni:
- édes szelet be- és elvezetése;
- a cukorgyártás jellegéből adódóan
nagy teljesítőképesség;
- hatékonyság-fokozó megoldások pl. kis
alapterület > torony
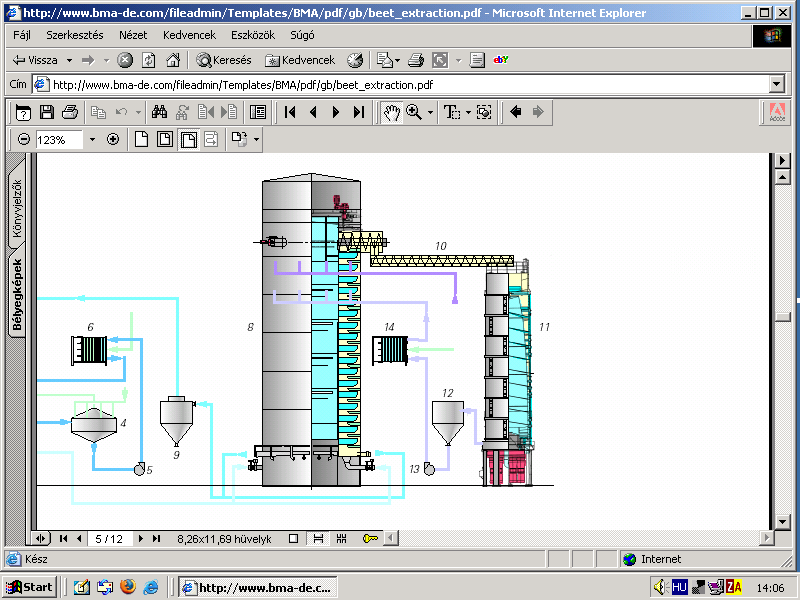
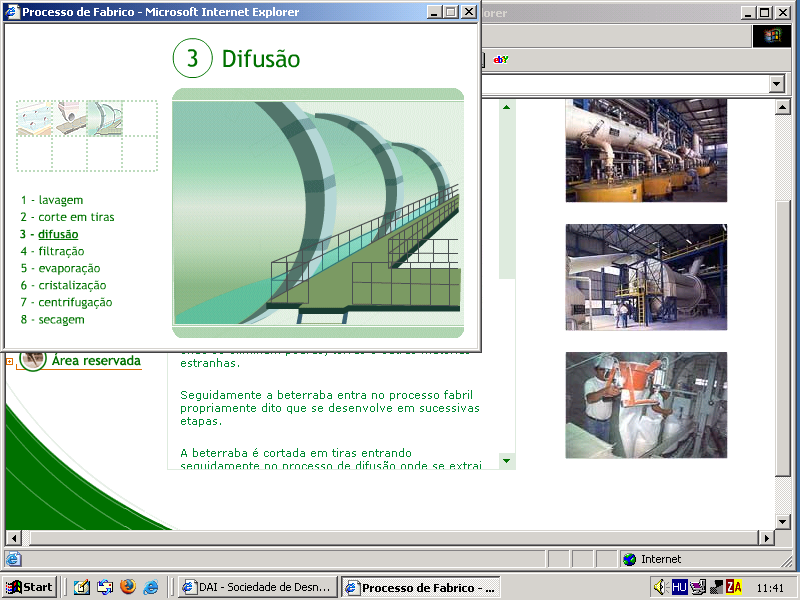
32. ábra
Torony-diffuzőr szeletpréssel
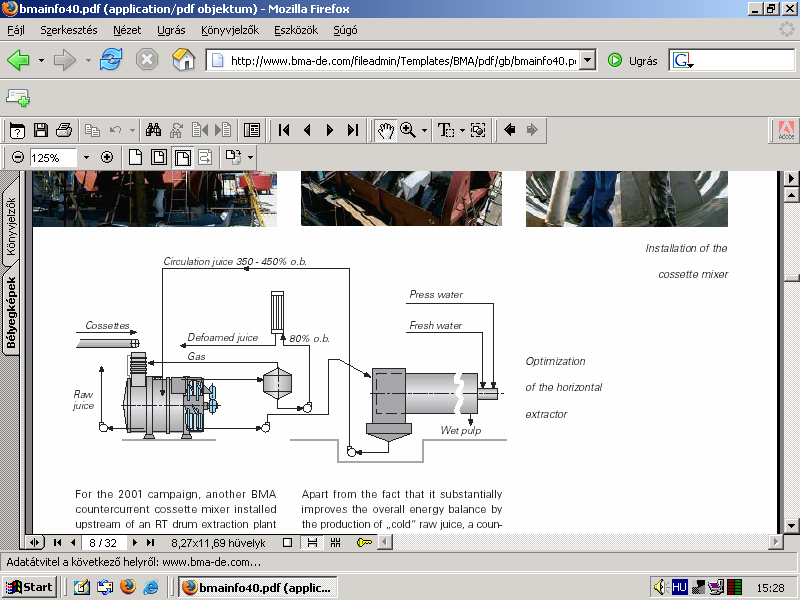
33. ábra
Horizontális diffuzőr, előtte forrázó. A berendezés az előbbi 90˚-os elforgatása
34. ábra.
Horizontális diffuzőr : forgó henger /Oldalt fent centrifugák/

A cigaretta-gyártás jellemzői:
- fogyasztása csaknem
egyidős az emberrel,
- nagy teljesítőképesség /14 000 db/h/;
- a termék egyszerű, szabályos alakja;
-
automatizálás /pl. kés köszörülés/,
robottechnika / pl. papírtekercs-csere/;
- fajlagosan sok a csomagoló**-, és
vegyi anyag felhasználás /papír, fólia, ragasztó, nyomdafesték;
- a termék káros az egészségre.
Konfliktus a gyártók és az egészség-védők között.
Az ábrák a következők Google-ba írása után tekinthetők meg a neten:
International Tobacco Machinery
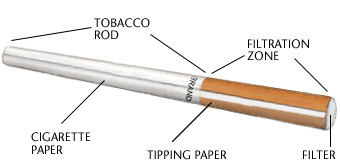

36. ábra. A cigaretta részei és
zsebcsomagok

Műszaki
jellemzők. Manufacturing cigarettes is a fast-paced, highly automated process;
machines produce between 8,000 and 14,000 cigarettes every minute. Spools of cigarette paper up to 6,000 meters long are rolled out and
tobacco is placed on it. The paper is closed over the tobacco, making one long
cigarette known as a "rod".
Egy kisebb
teljesítményű cigaretta-gyártó gép műszaki adatai:
MARK 8 SM
CIGARETTE MAKING MACHINE

38. ábra Mark 8 SM cigaretta-gyártó

39.
ábra Nagyobb /8000 db/h/ teljesítményű cigaretta-gyártó gép

40.
ábra A filter-gyártó dobja kettős filterrel és 2-2
szállal

41.
ábra Filter-gyártó gép és adatai
A teljesítményt a kettős filter elvágásának számával jellemzik
42. ábra. A cigaretta adagolása a zsebcsomag-hoz
A fóliás
csomagolás fejlődési szakaszai:
- sík fóliával burkolás, zsugorítás
- tömőformázás sík fóliából, a tömlőből zacskó > kamrás gépek
- tálca,
pohár gyártása, a csomagolóeszköz zárása
- kettős
fóliás csomagolás /vákuum, skin, védőgázas, blister/
- alaptípuson
belül változatok /pl. zacskó, zsák; egy-, kétkamrás; normál-, pozitív formázás/
-
hatékonyság-növelő kiegészítő berendezések



43. ábra Multivac csomagolási változatok

44. ábra. Tekercsfelrakó
segédberendezés

Traysealer und ihre Funktionsweise
45. ábra Tálca-záró gép
A tálca előre-gyártott. A gép fedőfóliával látja el a tálcát és a csomagot lezárja.
Zugeschnitten auf Ihr Produkt und Ihre Leistungsanforderungen:

46. ábra NAGY KAMRÁS, BELSŐ SZALGOS csomagológép
|

47. ábra KAMRÁS
GÉP A CSOMAGOLÓ-VONALBAN

48.
ábra ZSÁK-ZÁRÓ GÉP KÉT VÁLTOZATA


49. ábra Példák a zsákos termékekre
Az alábbiakban további példákat mutatunk be.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
51. ábra Húsipari magaspályán
gördülő magaspálya-kocsi
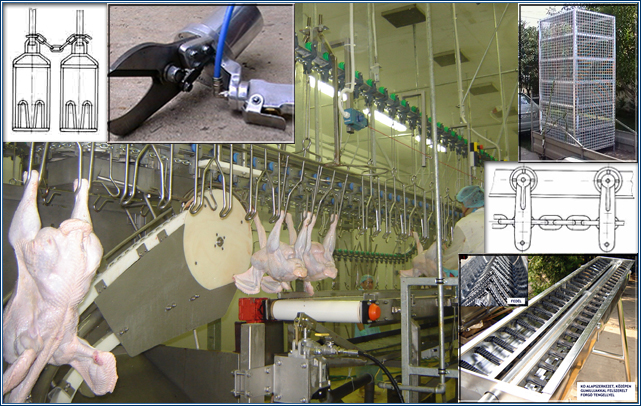
52. ábra Magaspálya részletek baromfivágó vonalból A vágóvonal többnyire horizontális elrendezésű

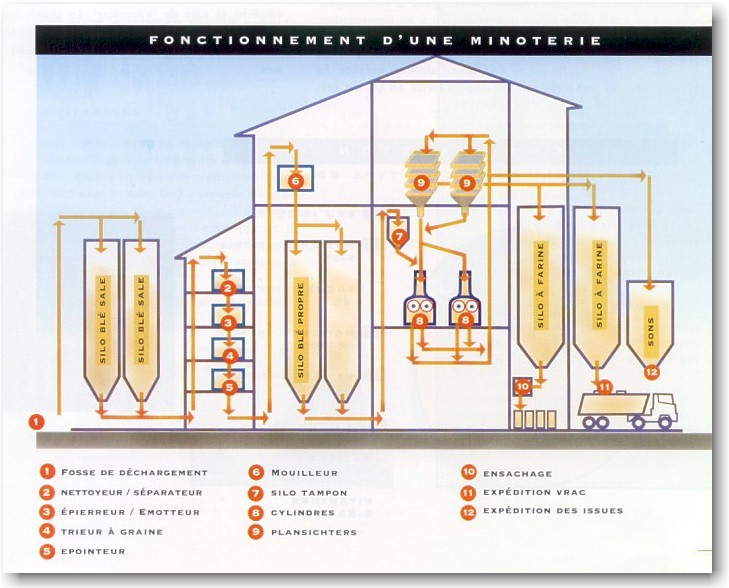
54. ábra Malom anyagmozgatási rendszere. Jellemzően vertikális üzemelrendezés
{kind=link}

55. ábra ACSI automatizált raktár